

с 01.01.1997 по настоящее время
Москва, г. Москва и Московская область, Россия
С учетом характеристик растительного сырья на основе ферментера АДР-900-76 проведена модернизация системы аэрации. Вместо 13 самовсасывающих турбин общей мощностью 315×13 = 4095 кВт установлена барботажно-эрлифтном система аэрации из трех турбовоздуходувок мощностью 3×200 = 600 кВт. Таким образом, на базе энергоемкого ферментера, ранее используемого для производства белковой кормовой добавки (паприна) из парафинов нефти, разработан новый, экономичный ферментер для получения белково-витаминных добавок, например, БЕЛКОВИТа, из растительного сырья. Это позволило снизить энергетические расходы в 6,83 раза и уменьшить вес ферментера на 51 тонну (при весе одной турбины и воздуходувки 5т и 4,76 т, соответственно) с обеспечением требуемых массообменных характеристик для ферментера, работающего на растительном сырье.
ферментер, аэрация, турбина, турбовоздуходувка, массообмен, теплообмен, биосинтез, субстрат, микроорганизмы, энергозатраты.
В биотехнологическом производстве белковой биомассы стадия ферментации является основной. Вопрос аппаратурного оформления этой стадии определяет экономическую эффективность производства в целом. Решающее значение при технико-экономической оценке технологии получения микробного белка также имеет стоимость и удельный расход субстрата. Субстраты можно разделить на два больших класса: углеводные [1; 2, 3] (гидролизаты растительного сырья, меласса, мелассная барда, богасса и др.) и углеводородные [3; 4, 5] (н-парафины, природный газ, этиловый и метиловый спирты и др.). Специфика переработки различных субстратов существенно влияет на аппаратурное оформление процесса ферментации.
Выход биомассы от субстрата и потребность в кислороде зависит от восстановленности углерода в субстрате, эффективности штаммов-продуцентов и технологических режимов [6–20].
Таблица
Выход биомассы от субстрата и потребность в кислороде
|
глюкоза |
0,48–0,54 |
гр. биомассы |
0,4–0,6 |
гр. 02 |
|
гр. субстрата |
гр. биомассы |
|||
|
метанол |
0,36–0,54 |
гр. биомассы |
1,2–2,6 |
гр. 02 |
|
гр. субстрата |
гр. биомассы |
|||
|
этанол |
0,62–0,71 |
гр. биомассы |
2,0 |
гр. 02 |
|
гр. субстрата |
гр. биомассы |
|||
|
метан |
0,77–1,0 |
гр. биомассы |
3,0 |
гр. 02 |
|
гр. субстрата |
гр. биомассы |
Из данных табл. следует, что потребность в кислороде на единицу биомассы при ее производстве на углеводном субстрате существенно ниже, чем при производстве на углеводородном субстрате.
Наряду с выходом биомассы эффективность процесса биосинтеза определяется скоростью образования биомассы. На этот показатель, в частности, оказывают влияние кинетические характеристики штамма-продуцента, концентрация лимитирующего элемента питания, температура, рН, условия транспорта питательных веществ и отвода продуктов метаболизма. Большая скорость процесса биосинтеза характерна для бактериальных штаммов, что наряду с более высоким содержанием белка в биомассе по сравнению с дрожжами делает их предпочтительнее, однако вызывает некоторые затруднения, связанные со стабильностью процесса, концентрированием биомассы и очисткой газовоздушных выбросов.
В 60–90-х годах прошлого столетия широкое распространение в качестве углеводородного субстрата получили н-парафины нефти фракций С14-С19, обеспечивающие наибольший выход биомассы и продуктивность. Было построено восемь крупных заводов белково-витаминных концентратов (БВК) общей мощностью 1,2 млн тонн в год. Физико-химические особенности парафинов, в частности их низкая растворимость, в значительной степени определили конструкцию производственного ферментера. Основным промышленным аппаратом на заводах БВК стал ферментер Б-50 (впоследствии модернизированный в АДР-900-76), выполненный в виде тора диаметром 18 метров с равномерно расположенными по окружности аэрационными самовсасывающими турбинами (рис. 1).
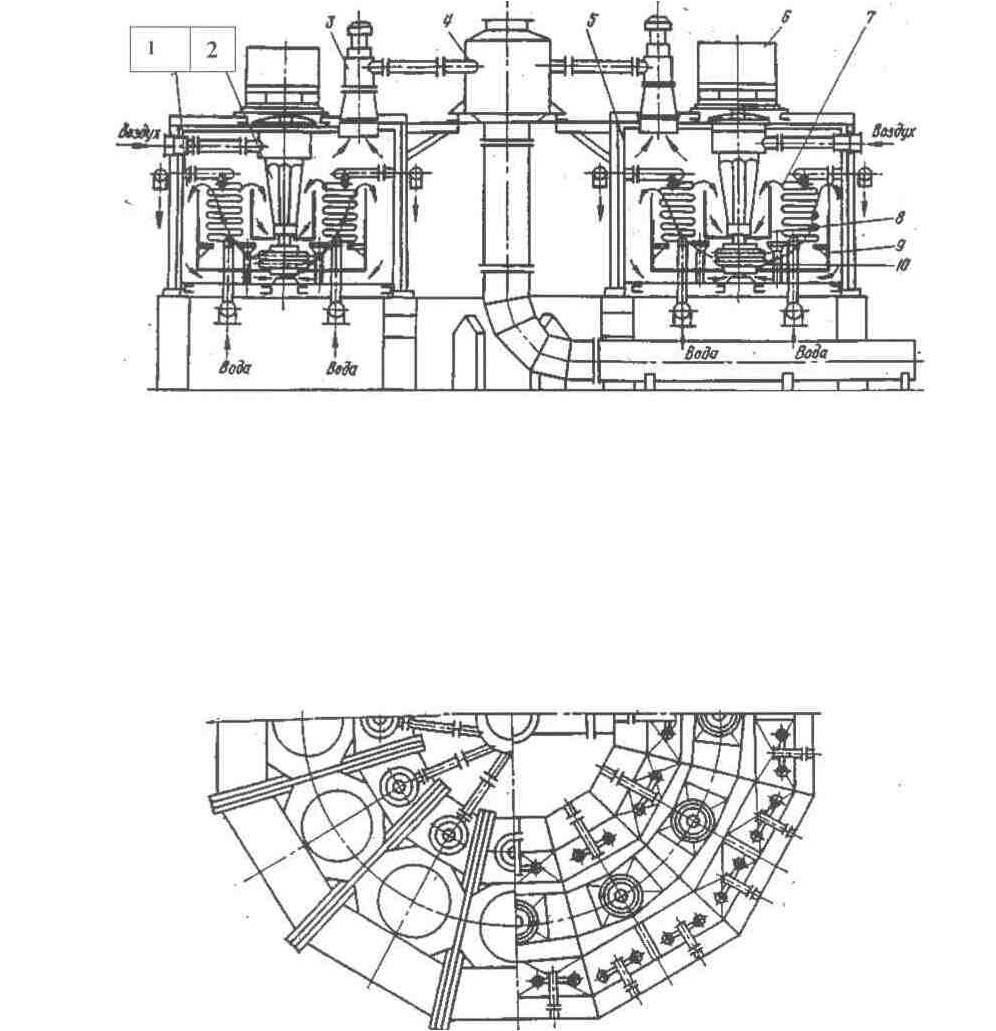
Рис. 1. Биореактор АДР-900-76
1 – кольцевой канал; 2 – воздуховод: 3 – пеногаситель:
4 – сепаратор; 5 – цилиндр; 6 – привод; 7 – теплообменник:
8 – диффузор; 9 – цилиндрический стакан; 10 – эжекционное устройство
Результаты многолетней эксплуатации показали, что он имеет определенные недостатки, в частности высокую металлоемкость (16 кг/кг биомассы) и нерациональное использование вводимой (высокой) энергии (до 3,0–3,5 кВтч/кг биомассы). Работа ферментера характеризуется следующими показателями [2; 3]:
- производительность, т/сут – 30–32;
- объем, м3
– геометрический – 900
– рабочий – 450;
- вводимая мощность (при КLa = 1000–1500ч-1)
– суммарная, квт – 4095
– удельная, квт/м3 – 9,1;
- расход воздуха
– суммарный, нм3/ч – 50 000
– удельный, нм3/м3ч – 111;
- удельное потребление кислорода, кг/м3ч – 8,5;
- удельные затраты эл. энергии на ввод О2, квтч/кгО2 – 1,07;
- металлоемкость, т – 480–515;
- удельная продуктивность по биомассе, кг/м3ч – 2,9.
В начале 90-х годов в силу ряда причин, в частности резкого роста цен на нефтепродукты, производство БВК было прекращено. В сжатые сроки институтами и заводами была освоена технология производства белковых добавок на основе дешевых отходов сельскохозяйственных производств (отруби ржаные и пшеничные, некондиционное зерно и пр.), причем разработанная технология позволяла полностью использовать ферментационное и другое оборудование заводов БВК. Анализ работы ферментера АДР-900 показал, что возможно существенно снизить его энергопотребление при сохранении высоких массообменных характеристик, тем более, как показано выше, при работе на углеводном сырье потребляется меньше кислорода на единицу производимой биомассы.
Суть модернизации заключалась в замене энергоемких самовсасывающих турбин барботажно-эрлифтной системой аэрации при сохранении высоких массообменных показателей работы ферментера [3, 21, 22], для этого:
- демонтированы самовсасывающие турбины, срезаны «ложные днища» и направляющие аппараты (статоры);
- на крыше ферментера установлены 3 турбовоздуходувки ТВ-200-1,4, оснащенные кольцевым коллектором. От коллектора в каждую секцию ферментера подведены воздуховоды;
- в каждой секции с целью образования циркуляционных газожидкостных потоков встроены вертикальные перегородки, расположенные вдоль теплообменных блоков;
- под каждым теплообменником установлены барботеры в виде прямоугольных замкнутых контуров. В секцию также помещен барботер в виде вертикальной трубы.
Нижние и боковые поверхности труб аэрационной системы под теплообменником имеют вырезы 35×80 мм, которые закрыты просечно-сжатым листом со свободным сечением 20%. На вертикальных трубах вырезы расположены на высоту 1000–1500 мм. Общее число вырезов на секцию – 175, при скорости воздуха через просечки 10 м/с.
Ферментер (рис. 2) работает следующим образом.
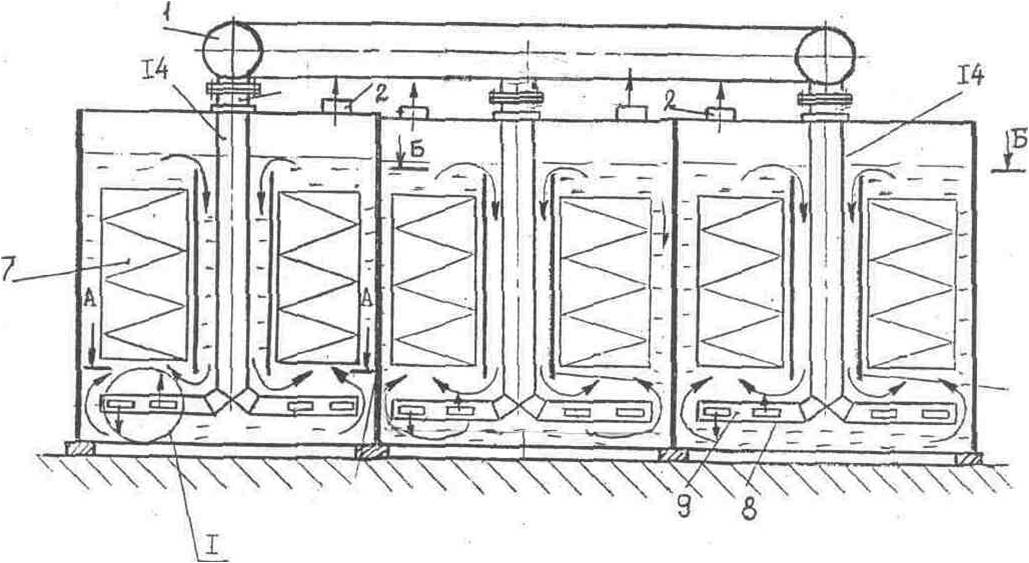
А-А
Б-Б
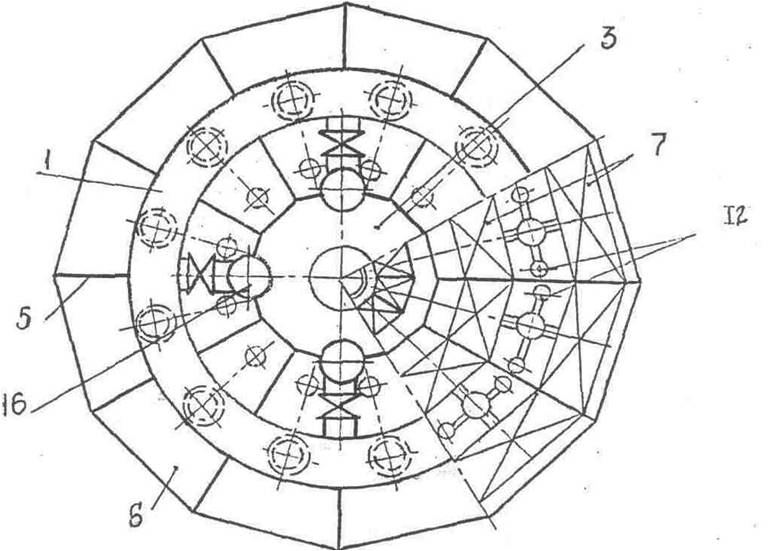
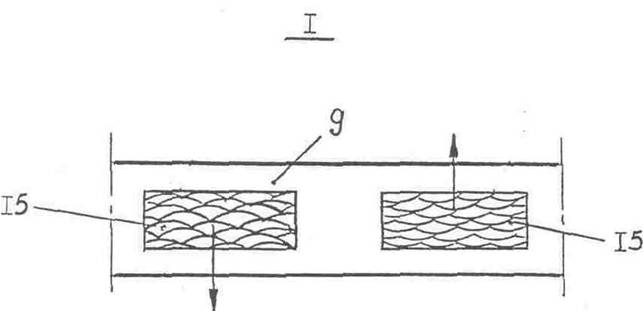
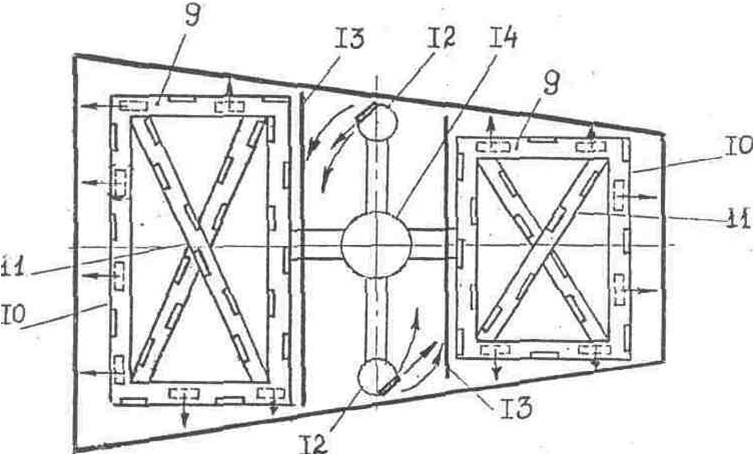
Рис. 2. Модифицированный ферментёр 1 – коллектор, 2 – патрубок выхода воздуха, 3 – центральная секция, 5 – радиальная перегородка, 6 – перефирийная секция, 7 – теплообменник, 8 – аэрационное устройство, 9 – трубы аэрационного устройства, 10 – замкнутый контур аэрационного устройства, 11 – крестовина аэрационного устройства, 12 – вертик. трубы аэрац. устр., 13 – перегородка, 14 – газоход, 15 – просечно-сжатый лист, 16 – турбовоздуходувка ТВ-200-1,4
Аппарат заполняют питательной средой с засевной культурой. Воздух на аэрацию поступает из коллектора 1 по газоходу 14 в аэрационные устройства 8 и далее распространяется по замкнутым контурам 10 с крестовинами 11 и вертикальным трубам 12. Диспергирование воздуха осуществляется через вырезы труб 9, закрытые просечно-сжатым листом 15, имеющим малое гидравлическое сопротивление. Благодаря различному размещению просечек, воздух, проходящий через просечно-сжатый лист, имеет направление, препятствующее оседанию твердых частиц на дне аппарата. Суспензия микроорганизмов, проходя через теплообменник 7 в восходящем газожидкостном потоке, насыщается кислородом воздуха и одновременно охлаждается, что способствует растворению кислорода. Циркулирующие потоки дрожжевой суспензии, поднимаясь вверх, освобождаются от пузырьков воздуха, поступают в центральную часть секции 6, проходят вдоль перегородок 13, опускаются вниз и направляются под теплообменник 7, замыкая контур циркуляции. В центральной части секции воздух подается по вертикальным трубам через просечно-сжатые вставки. Трубы расположены напротив друг друга у радиальных перегородок 5, и благодаря этому образуются встречные газожидкостные потоки, которые вращают суспензию и препятствуют образованию застойных зон в центральной части секции [28, 30].
Таким образом, организуется дополнительный контур циркуляции газожидкостной среды, который взаимодействует с контуром циркуляции от теплообменника в перекрестном направлении, что интенсифицирует процесс массообмена. Отработанный воздух отводится из аппарата по патрубкам 2.
Эксперименты показали, что на субстрате из отрубей выбранный биоценоз микроорганизмов имеет удельную скорость роста µ=0,15час-1 при оптимальной рабочей концентрации микробной биомассы в ферментере х = 27,5 кгАСВ/м3 (без учета неутилизированной части субстрата). Продуктивность ферментера составит Qx = µ×х = 0,15×27,5 = 4,125кгАСВ/м3хч.
Потребность в кислороде: М= αо2× Qx=0,5×4,125=2,06 кгО2/ м3хч
где αо2 – удельный расход кислорода, кгО2/кг биомассы
или для всего объёма аппарата Qо2=М ×450=938,4 кгО2/ч (656,9 м3 О2/ч)
Потребность в воздухе с учетом коэффициента использования кислорода (η=0,1) 656,9/0,21×0,1=31280 м3/ч.
Следовательно, требуемую подачу воздуха в ферментер обеспечат три турбовоздуходувки ТВ-200-1,4, производительностью 12 000 м3/ч каждая.
Приведенная скорость газа и жидкости в восходящем потоке:

где: n – число секций ферментера, S – площадь секции ферментера в зоне восходящего двухфазного потока %; G – расход газа, м3/ч.
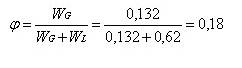
Для эрлифтных аппаратов [4, 23] скорость циркуляции жидкости WL = 0,62м/с при WG = 0,132м/с.
Расходное газосодержание в восходящем потоке рассчитывают по формуле:
- коэффициент массоотдачи в зоне восходящего двухфазного потока
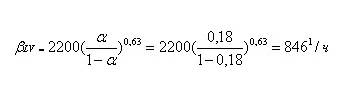
С учетом полученных ранее экспериментальных данных коэффициент массоотдачи в циркуляционной зоне принимаем 1051/ч, [4, 5], тогда средний коэффициент массоотдачи по всему аппарату с учётом соотношения объёмов барботажа и циркуляции составит 3571/ч (при общей площади секции 18м2);
- скорость растворения кислорода рассчитывают из соотношения
М = βLV×ΔĈ,
где ΔĈ – движущая сила процесса (при условии, что содержание растворённого кислорода близко к нулю)
где Р0 – давление воздуха на выходе из ферментера, Ун – доля кислорода в воздухе на входе в ферментер.
На основании проведенных ранее экспериментов принимаем объемную долю кислорода в отходящем из ферментера воздухе уК = 0,19.
Константа фазового равновесия (коэффициент распределения) mpc = 3,54×106 Па м3/кгО2 (при 30 0С) [24].
Р = Р0+ρgh = 9,81×104+1000×9,81×3 = 1,275×105 Па
– давление воздуха на входе в ферментер (ρgh – избыточное давление столба суспензии по монолиту в аппарате).
Откуда ΔĈ = 6,36×10-3 кг/м3, М = 357×6,36×10-3 = 2,27 кг/ м3ч.
Уточненная продуктивность ферментера по биомассе составляет х˚ = М/αо2 = 2,27/0,5 = 4,54 кгАСВ/м3·ч.
Установочная мощность трех турбовоздуходувок ТВ-200-1,4, Nуст = 200×3 = 600 кВт.
Удельные показатели работы ферментера следующие:
- расход воздуха 36 000/450 = 80 м3/м3ч,
- затраты мощности на аэрацию 600/450 = 1,33 кВт/ м3,
- затраты эл. энергии на растворение кислорода 1,33/2,27 = 0,59 кВтч/кгО2,
- эффективность аэрации 1/0,59 = 1,69 кг О2/кВтч.
Удельное тепловыделение i при биосинтезе микроорганизмов [2; 5] составляет порядка 30–40 мДж/кгАСВ (субстрат н-парафины). Также известно, что для роста на углеводах в сравнении с н-алканами, кислорода требуется в 3,6 раза меньше [25]. Принимаем i = 10 000 кДж.
Тепло, выделяемое в процессе выращивания в ферментере:

Где Vp – рабочий объем аппарата, м3 .
Параметры охлаждающей воды t2в (на выходе) и t1в (на входе) взяты как средние показатели оборотного водоснабжения для южных регионов РФ [28].
Среднюю разность температур рассчитываем по формуле:
К – коэффициент теплопередачи по расчёту составляет 446 Вт/ м2 К о, что согласуется с экспериментальными данными.
Поверхность теплообмена определяем по формуле:
Общая поверхность теплообменников в ферментере АДР-900-76 равна 2600–2800 м2. Таким образом, теплосъем имеющимися теплообменниками при максимальных тепловых нагрузках в летнее время для модифицированного ферментера будет гарантированно обеспечен, в то время как при производстве паприна эти вопросы были «узким» местом.
Сравнительные затраты электроэнергии на аэрацию дрожжевой суспензии в новом ферментере и в ферментере АДР-900-76:
- затраты электроэнергии в ферментере АДР-900-76. Э = 315×13 = 4095 кВт;
- затраты электроэнергии в барботажно-эрлифтном ферментере Э1 = 3×200 = 600 кВт;
- экономия электроэнергии при работе нового ферментера Э/Э1 = 4095/600 = 6,83 раза.
Таким образом, на базе энергоемкого ферментера АДР-900-76, ранее используемого для производства паприна, разработан новый, экономичный ферментер для получения белково-витаминных добавок, например, БЕЛКОВИТа, из растительного сырья [26, 27]. Вместо энергоемких самовсасывающих турбин предложено более простое и экономически эффективное решение – вариант барботажно-эрлифтной аэрации. Это позволило снизить энергетические расходы в 6,83 раза и уменьшить вес ферментера на 51 тонну (при весе одной турбины и воздуходувки 5т и 4,76 т, соответственно).
1. Грачева И.М. Технология микробных белковых препаратов, аминокислот и жиров [Текст] / И.М. Грачева и др. - М.: Пищевая промышленность. 1980.
2. Быков В.А. Биотехнология [Текст] / В.А. Быков и др. // Производство белковых веществ. Кн. 5. - М.: Высшая школа. 1987.
3. Луканин А.В. Инженерная биотехнология. Основы технологии микробиологических производств [Текст]: учебное пособие - М., ИНФРА-М, 2016.
4. Катруш Р.В., Винаров А.Ю. Технологическое и аппаратурное оформление процессов ферментации на углеродсодержащих субстратах [Текст] / Р.В. Катруш,, А.Ю. Винаров. - М.: ВНИИСЭНТИ. 1985.
5. Быков В.А. Расчет процессов микробиологических производств [Текст] / В.А. Быков и др. - Киев: Техника. 1985.
6. Hernander K., Jonson M., J. Bacteriol, 1967, p. 996.
7. Бекер М.Е. Введение в биотехнологию [Текст] / М.Е. Бекер. - М.: Пищевая промышленность. 1978.
8. Подгорский В.С., Иванов В.Н. О двойном субстрат кислородном литировании роста метанолоокисляющих дрожжей [Текст]/ В.С. Подгорский. В.Н. Иванов // Прикладная биохимия и микробиология. - 1975. - Т.11. - № 3. - С. 326-330.
9. Nashio N. J. Agric. Chem. Sos. Japan, 1973. № 47, p. 353-360.
10. Coto S. et al. J. Ferm.Techn., 1973. Vol. 51, № 11 p. 582-593.
11. Подгорский В.С. Физиология и метаболизм метанолусваивающих дрожжей [Текст] / В.С. Подгорский. - Киев: Наукова думка. 1982.
12. Ерошин В.К. Основы материально-энергетического баланса роста микроорганизмов [Текст] / В.К. Ерошин // Лимитирование и ингибирование микробиологических процессов. - Пущино,1980. - С. 34-55.
13. Coney C.L., Levine D.W. Adv. Appl. Microbiol. 1972. Vol. 15, p.337-365.
14. Григорян А.Н., Горская Л.А. Биосинтез на природном газе. Обзор [Текст] | А.Н. Григорян, Л.А. Горская. - М.: ОНТИТЭ Имикробиопром. 1975.
15. Лалов В.В. в сб. Микробиологический синтез. Труды [Текст]/ В.В. Лалов. - М.: ОРИСОглавмикробиопром. - 1977. - С. 101-121.
16. Harwood J., Pirt S. J. Appl. Bacteriol. 1972. Vol. 35, p. 597-607.
17. Гарбалинский В.А.//Микробиологическая промышленность. - 1978. - № 6. - С. 3-6.
18. Meteles R. In: Microbial technolgy. N-Y, 1979, p. 29-52.
19. Ringploid M., Proc.10-th Word petrol. Congr., vol.4, London, 1980, p. 377-386.
20. Pirt S. Proc. Roy. Sos Biol., 1965, № 163, p. 224.
21. Луканин А.В. Модернизация промышленного ферментера АДР - 900 - 76 для производства белковой кормовой добавки из растительного сырья [Текст] / А.В. Луканин // Биотехнология. - 2003. - № 6. - С. 84-88.
22. Луканин А.В. Новый высокоэффективный промышленный ферментер большой единичной мощности для производства белковой кормовой добавки [Текст] / А.В. Луканин // Наука и промышленность России. - 2003. - № 2-3. - С. 61-66.
23. Соколов В.Н., Доманский И.В. Газожидкостные реакторы [Текст] / В.Н. Соколов. И.В. Доманский. - Л.: Машиностроение. 1976.
24. Рамм В.М. Абсорбция газов [Текст] / В.м. Рамм. Изд. 2-е, перераб. и доп. - М.: Химия. 1976.
25. Перт С.Дж. Основы культивирования микроорганизмов и клеток [Текст] / С.Дж. Перт. - М.: Мир. 1978.
26. Луканин А.В. Аппарат для выращивания микроорганизмов. Патент РФ, № 2078807 от 10.05.97.
27. Луканин А.В. Инженерная биотехнология: процессы и аппараты микробиологических производств [Текст]: учебное пособие / А.В. Луканин. - М., ООО ИНФРА-М, 2016.
28. Луканин А.В. Инженерная экология: Процессы и аппараты очистки сточных вод и переработки осадков [Текст]: учебное пособие / А.В. Луканин. - М.: ООО ИНФРА-М, 2017.
29. Луканин А.В. Компостирование твердых бытовых отходов городского хозяйства [Текст] / А.В. Луканин // Экология и промышленность России. - 2012. - № 1. - С. 8-11.
30. Луканин А.В., Тарасова Т.А. Установка для очистки и дезодорации газовоздушных выбросов ферментеров. Патент РФ № 2060273.